今天,我也要去当一位车企流水线工人了……
文/张一
在一座现代化的汽车生产基地中待上一整天,并且穿上全套的员工服参与到一线的生产环节中是一种怎样的体验?这种体验我不久前刚刚经历过。
从早晨8点半打卡进厂到下午5点半结束,作息时间完全和一线生产工人保持了一致,在这个过程中从到体验车框贴纸,到参与整车下线的最后一道全车质检工序,乃至站在流水线上亲自动手完成某款车型的零部件组装任务,这种体验是非常特别且难忘的。

我们体验的这座工厂在广汽本田增城生产基地,这里有广汽本田的第二、第三工厂以及一座发动机工厂,此外在国内广汽本田还有一座第一工厂位于广州黄埔。
增城基地的整车工厂主要生产冠道、雅阁、飞度、凌派以及VE-1等等这些车型,而发动机工厂主要生产本田的1.5L自吸发动机,所以我们也顺道参观了本田的动力总成台架试验室,看到了买车送发动机的本田引擎是如何炼成的。
进入工厂第一步是换上全套白衣白裤的工作制服以及有保护钢板的工作鞋,其实此前我也参观过一些其他车企的工厂,但是换上全套的工作服还真是头一回,毕竟这一次和此前戴上安全帽离着流水线老远听解说不同,这回我们也是真的会参加到部分一线生产环节中。
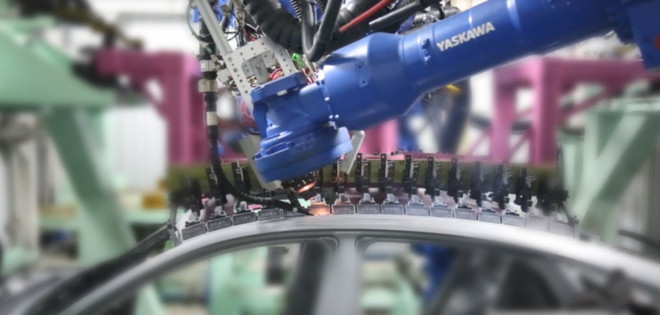
开始体验内容倒不复杂,参观的第一处是新飞度的总装生产车间,在这里我们会做两项工作,给新飞度车门框贴膜以及给车屁股贴尾标……。

看起来简单但实际上手还是有些难度的,询问得知在这个正式的生产岗位上,仅车框贴膜一项看似简单的工作,工人就需经过两周或5000台车的培训量才可以上岗,以小窥大,可见其对生产环节质量把握的严格程度。
其实在广本的质量管理理念中有几项很有趣,其中有一个“下工序是顾客,上工序也是顾客”的理念。意思是对于生产线上的工人,他们的顾客不是远在天边的终端经销商顾客,而是下一个生产环节的车间同事,是我首先要保证在流水线上交给下一个生产环节合格的产品,这听起来非常靠谱。
而在这个环节上,一个熟练工人完成贴膜工作需要40秒左右,有一毫米的气泡存在都需要重新再来,而这条生产线平均50.1秒钟会有一台新飞度下线,所以整条产线的生产节奏还是非常紧凑的。
我们在经过简短培训后也基本胜任了这份工作,而我则荣幸的被分配到给新飞度贴尾标的活,并在生产线上成功亲手完成两台新飞度……的尾标组装任务。

其实头一次看到流水线上有两台自己参与组装且完全合格的车辆驶向下一个生产环节,感觉还是挺不一样的。而在这台生产线上一天可以下线15050台新车,我们的参与也就是一颗螺丝钉的作用。
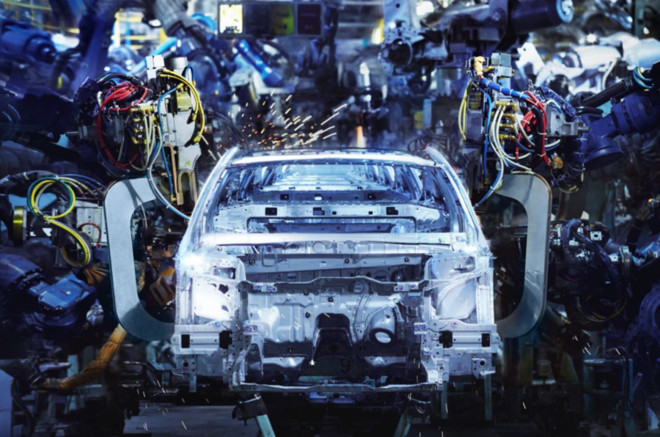
毕竟在一座现代化的工厂内,人的作用还是很有限的,总装生产车间尚能看到不少一线员工在忙活。在冲压、涂装、焊装这些车间内人员就相对较少了,大部分工作都可以交由效率更高的机器完成。比如车间内的物流工作就由近百台AGV无人车负责,一线员工更多的是负责质检这种需要经验的手艺活。
我们随后也在冲压车间内客串起了质检岗位,广汽本田的冲压生产线是目前国内技术非常领先的侧围自动装箱输送系统,它采用空中立体仓储方式,并自动输送至焊装车间,可以实现效率和空间的最佳组合,产线的生产效率可以达到每分钟18件面板的冲压速度,这个速度在合资品牌工厂里可以排到最前列。

而其中冲压车间对侧围零件还有“四重保证”的质检体系,我们体验的质检岗位就属于产品下线后的定量抽检环节,抽查的产品是第四代飞度的前翼子板,冲压出来的金属零件边缘还是比较锋利的,所以这个环节我们又带上更多的保护设备。
检查冲压面板要先数冲压孔,然后给冲压面板刷油膜,最后对着光源仔细观察面板有无暗坑、凸起等等瑕疵,有时一个比芝麻粒还小的暗坑可能需要找好一会才能看见,而询问得知冲压车间的废品率大概在千分之四,抽检员需要非常有细心和耐心才能胜任这份工作。
这还只是车身零部件的抽检工作,在最后一项IQS检证岗上,也就是整车下线的最后抽检工作中,对于产品的检查要求更高。因为从漆面、零部件标示方向到关门力度乃至钣金缝隙的对称度都有可能是出现问题的地方。

在整个质检环节,每一辆出厂的车,都必须接受 9个领域共 218个项目的系统评价,所以耐心、细心和经验在这里更加重要。而我们这些新手上场的结果就是,四五个人手里拿着专业工具,在灯棚里围着一台新飞度里里外外检查了几十分钟最终只检查出了十个预设问题的中六七个,另外几处瑕疵是无论如何也找不到了。
但工厂体验环节中最特别的还是参观了本田的动力总成台架试验室,这也是广汽本田的发动机部门第一次对外开放。
都说本田是卖发动机送车,至于为什么?我想来参观过就知道了,在这个耐久性台架试验室内,本田的1.5L自吸发动机需要以6800转/分的极限转速连续100小时的不间断运行。
而我们平常降挡超车最多也就把转速飙到6000转以上十几秒,有些车主还很心疼发动机寿命,但在这里这种状态需要持续进行100小时,如此才能确保这台发动机拥有30万公里使用寿命的基础,才可以进入批量生产阶段。
其实这倒不是最让我惊讶的,除了耐久性测试,在生产阶段我们还体验到了本田发动机对精密性的要求,其发动机的重要运动副件的配合间隙达到了(μ)微米级的标准,也就是毫米的千分之一!

此外,在发动机重要零配件上,比如曲轴螺栓,其固定曲轴螺栓的扭力和旋转角度都有标准值,当然具体数值是多少我可能不能说,但是在实际装配以及发动机维修拆解时,发动机重要的零配件安装都必须要参考一个标准值进行。其实通俗点说也就是拧个螺丝也得需要技术来拧,并非上手就行,且一旦出现偏差对于发动机运行的可靠性就会有很大影响。
本田的发动机工厂内,生产线上有一套发动机制造管理系统ENG-MES,但具体干拧螺栓这类活的应该叫电动伺服扭矩控制技术,通过这种技术才可以实现精准、高效的发动机装配。
在这个1.5L发动机工厂一年虽然可以达到24万的产能,但生产一套精加工的机盖+缸体就需要1.5个小时左右,所以这里实行的是3班制的生产节奏,基本是人停机器不停每天生产时间近20个小时,负荷还是相当高的。
最后,一天的体验下来,对于广本的生产质量管控理念确实有了一个很好的印象。广本内部其实还有一个120%合格率的理念,说是因为把合格率定在100%肯定有1~2%的不良率,而这里即便是万分之一的不良率,到消费者手里那就100%的问题,于是索性定在了合格率120%,力求争取合格率100%。这真有点本田似得中二,但也见认真态度,所以很多人说一入本田深似海不是没有原因的。


-

凤凰网汽车公众号
搜索:autoifeng

-

官方微博
@ 凤凰网汽车

-

报价小程序
搜索:风车价


.png)
大家都在看







趣图推荐
.png)