投入170亿元!年产能30万辆!这是大众ID.车型的出生地!
电气化时代已经到来,传统车企也在不断发力,聚焦转型升级,在新能源汽车和智能网联等领域持续投入。此次我们来到了位于上海安亭的上汽大众新能源汽车工厂,该工厂是大众汽车集团全球首个专为MEB平台车型生产而全新建造的工厂,总投入约170亿元,规划年产能30万辆,于2020年10月正式投产,具备冲压、车身、油漆、总装和电池装配车间,拥有车体分配中心、自动化立体高架库、试车道等设施。上汽大众ID.家族纯电动汽车就出生于此,下面就让我们来到上汽大众新能源汽车工厂,探寻ID.车型出生地的奥秘。

MEB工厂采用了大众汽车集团的数字化生产技术,也是上汽大众首个实现工业无线网络全覆盖的工厂。结合物联网、大数据、工业云等互联技术的应用,通过设备和云联技术,对制造过程中的“大数据”进行采集、实时共享,打通信息流,实现从设计、生产到销售各环节互联互通,构成了全业务链的智慧管理平台。
1.电池车间

(电池壳体组装)
电池车间是上汽大众首个全铝电池壳体自制与电池包装配车间,规划的年产能为30万台。车间的厂房分为两层,二楼为电池壳体线。当壳体成品后,可通过升降机自动输送到一楼的电池装配线。待电池包完成装配后,再次通过升降机自动输送到二楼的电池包调序中心,每个电池包与车壳匹配后,最后通过连廊自动输送到总装车间。

(云板安装)
电池车间共有壳体和装配两条生产线,均生产MEB平台的两种铝质电池壳体和三款电池包,拥有超过138台机器人,壳体的生产线自动化率达88%,装配线的自动化率为78%。据官方介绍,整个车间只需要76名直接生产人员便可完成两款电池壳体和三款电池包产品的生产,从而降低人工成本,实现高自动化率。

(高压插头安装)
在电池安全上,上汽大众运用的是自制铝制壳体。由于铝合金的热膨胀系数是钢的2倍,焊接过程更容易产生焊接变形,因此对焊接精度要求更高。车间采用Micro-Mig焊接、RIVTAC铆接、设计冷却工位等工艺,提升精度控制,保障产品质量。在焊接、涂胶、测试过程中,采用自动检测机器人对焊缝、尺寸、涂胶、气密性等进行实时监控和测量,确保电池包产品稳定性和质量安全。
2.车身车间

(高速激光焊)
车身车间同样分为两层结构,一楼主要是门盖、底板1和装配线。二楼主要是侧围、底板2、总拼以及报交线。车身车间的设计生产能力是60JPH,即每小时可以完成60台白车身。车间内采用了大量新技术,其中At-line在线测量、EMS空中输送、机器人全自动拧紧工艺、CMT+冷金属过渡焊接工艺均是上汽大众首次使用。车间内拥有机器人数量946台,自动化率高达84%。

(At-line在线测量工位)
车身车间拥有2个At-line在线测量工位,8台测量机器人对白车身的零部件和关键部位实行视觉在线检查,通过激光测量传感器、图像处理、温度补偿以及计算机控制等技术实现物体空间尺寸的测量,重复精度达0.2mm,最大程度上保证了白车身生产过程质量的稳定性。

(最长车身装配线)
车身车间首次采用EMS电动单轨输送系统,总长6000m。空中最多可储存180套侧围总成和180套门盖总成零件。将零件储存于空中,可进一步节约地面空间。
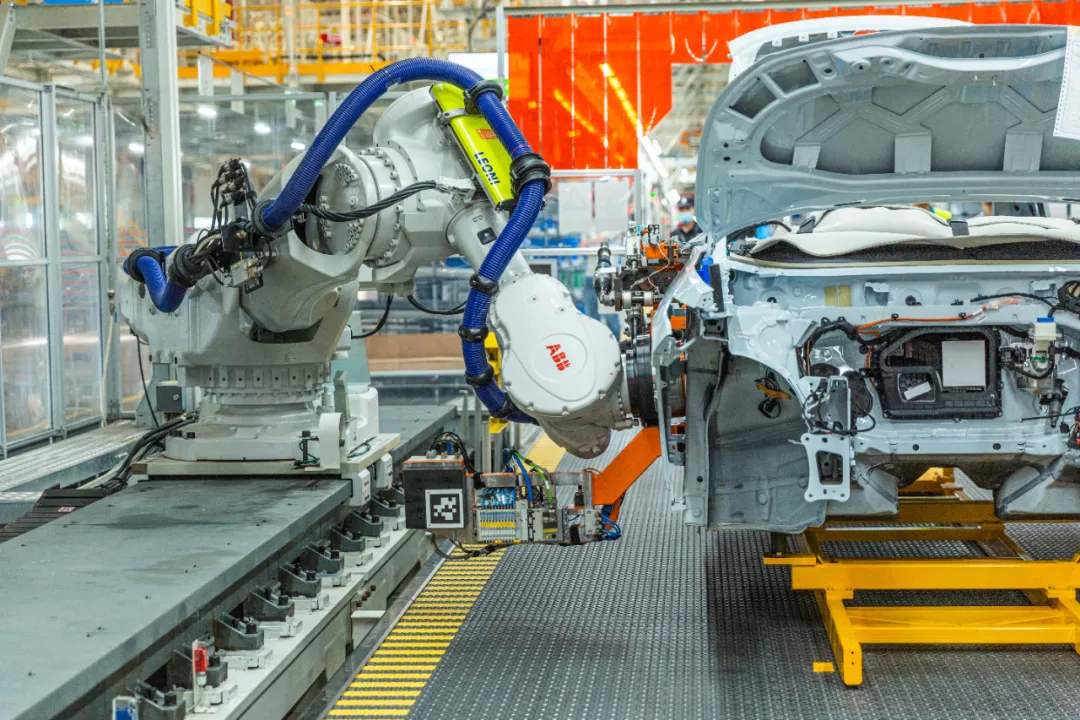
3.总装车间
总装车间设计生产能力为60JPH,是目前大众汽车集团自动化率最高的量产车型总装车间,自动化率达26.2%,模块化程度和柔性更高。车间二层平台有输送线,车身通过连廊从油漆车间输送至总装车间;电池包则通过输送链到达总装车间二层平台,通过升降机下至底盘预装线。

(全自动合装平台)
总装车间采用全自动合装平台,通过自动拧紧及自动送钉技术,只要将螺栓倒入设备会自动将螺栓自动送到拧紧轴上,全程实现无人化,提高生产效率与安装精度。
(全自动仪表安装机械手)
该车间采用了全自动仪表安装机械手,相比传统仪表板安装需要操作工的手工搬运安装相比,机械手运用视觉识别系统全自动安装,适合多款车型,相比传统人工安装更精确且高效。
4.写在最后
作为上汽大众的创新孵化基地,位于上海安亭的上汽大众新能源汽车工厂将逐步实现全过程智能化生产,让每一辆下线的产品都能有着更高的安全性以及智能化。既然作为新能源工厂,在生产过程中也要尽可能的环保,凭借多项环保技术,工厂的能源、水、二氧化碳、挥发性有机物和废弃物关键环境指标下降了20%,提升绿色环保水平。


-

凤凰网汽车公众号
搜索:autoifeng

-

官方微博
@ 凤凰网汽车

-

报价小程序
搜索:风车价


.png)
大家都在看







趣图推荐
.png)