

探寻C-HR背后的秘密 广汽丰田“零缺陷率”工厂是如何运作的




独家抢先看

凤凰网汽车·体验“双色车身需要进行两次喷涂,难度在于第二层颜色喷涂。相比单色车身,双色车身喷涂多出50多个步骤、增加165分钟生产时间,仅材料成本增加就超过500元……”看到这儿,那些为C-HR选择双色车身的用户多花的2000块钱很值,而这只是隐藏在C-HR背后诸多秘密之一。
双色车身很酷,制造起来很麻烦
广汽丰田C-HR为了满足年轻消费者对时尚潮流的追寻,车身采用了撞色设计理念,有5个基本颜色,可选黑/白车顶双色车身,共11种车身色彩选择。同样的配置,选择双色车身比单色车身只贵了2000元(注:黑白双色车身加价4000元),了解过C-HR生产过程之后,自然会产生如上想法。

藉由广汽丰田工匠品质开放日活动之机,我们参观了有“零缺陷率”工厂之称的广汽丰田南沙工厂,包括最早的第一、第二生产线,以及2018年3月刚刚投产的第三生产线,这里是丰田全球第一座按照TNGA新蓝图建成的工厂,是目前丰田TNGA制造体系的代表,又有“丰田全球工厂No.1”之誉,这次是其首次面对媒体开放。

TNGA——丰田新全球架构,是我们已熟识的概念,但主要是对产品而言,目前广汽丰田已在中国推出了第八代凯美瑞和全新SUV C-HR,产品力的提升,让这两款车型受到消费者好评。然而,TNGA对丰田而言是一场巨大的变革,不仅仅体现在产品上,从研发、制造到销售、服务都有所改变,今天我们就来一同探寻制造环节的秘密。

给人印象最深的是涂装线,一般工厂参观较少涉及这个环节。第八代凯美瑞和C-HR都提供双色车身,而且很受消费者欢迎,据悉C-HR双色车身订单占比约42%,这个比例大大超出了人们的预想。双色车身很酷,但你知道制造环节多费事吗?一次喷涂完成后,需要对车身进行遮蔽并露出车顶,然后对车顶进行第二层颜色喷涂,之后拆除遮蔽膜。遮蔽膜看似只是一张塑料薄膜,实则并不简单,由德国进口,每一张造价500元,耐高温、耐烘烤,在高温作业之后不会融化,不会贴在车身上。
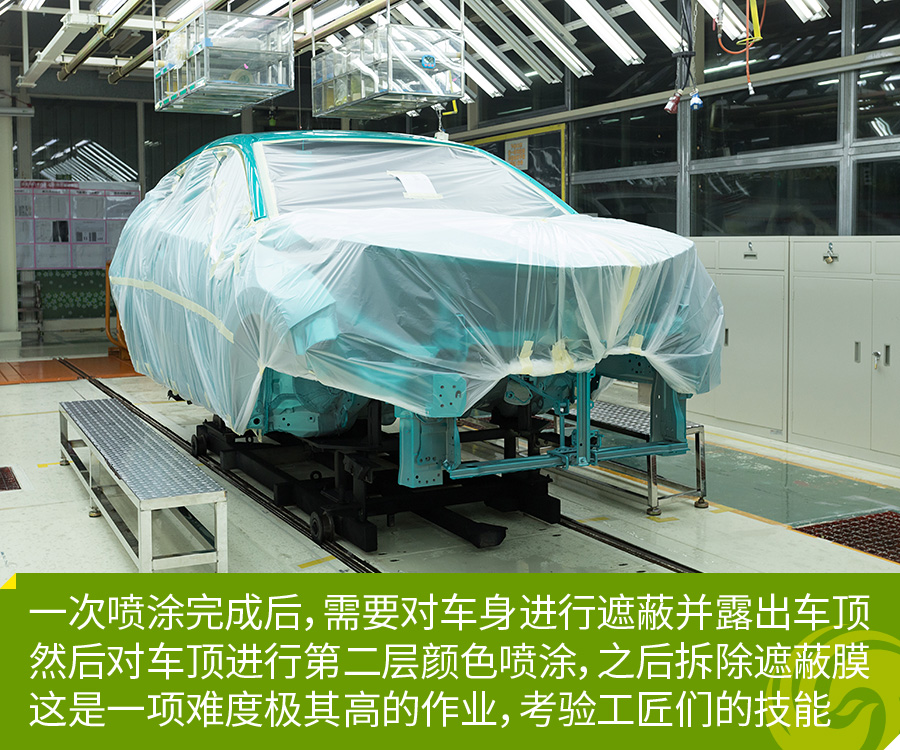
材料成本增加只是其一,时间和人工成本更加关键。由于订单数量较多,为了保证交车,车身遮蔽作业必须在60分钟内完成。整个喷涂环节,车身遮蔽是只能有人工来完成的,工人们历经多次操练,并对工艺改善以提升效率,目前两名工人可在50分钟内完成车身遮蔽作业。
凭借工匠高超的技艺,广汽丰田在双色喷涂上实现了质量、效率双保证,目前该厂喷涂质量不良率为每480辆车才出现1处,这是行业平均水平的1/10,在国际上也是一流水准。这也许就是人们常说的“匠人”精神的体现吧!
自工序完结,带人字边的自働化

通过对涂装线的参观,还能体会到广汽丰田生产质量管理的核心“自工序完结”,这个听起来很日系的专业名词,正是源自丰田对品质管理的不断精进,始终在探索更好的模式,得出的结论是:品质是在工序中制造出来的,不是检查出来的。丰田强调带人字边的“自働化生产”,其精髓是“人不是机器的守护神”,在自动化、人工智能渐成主流的今天,丰田却要强调人的作用。

这其中又有两个关键词“良品条件”和“作业遵守率”,后者就是百分之百执行,前者是制造出合格品必须具备的条件,工人需要在循环反复的工作中不断钻研完善良品条件,并通过师徒传承和长期的磨练提高工作技能,确保能够彻底遵守良品条件。喷涂工艺中车身遮蔽作业的工人正是遵守了这样的条件,每个人都能判断工序的好坏,每个人都在自己的工序内保证品质。
后门双防撞杆,车身5100焊点
C-HR不仅有双色车身,造型也很独特,源自概念车的“Sexy Diamond”魅力钻石为主题,具有性感而有速度感的外观。为了实现这一独特的外观,冲压工艺也进一步升级,从前、后翼子板曲率达到R5(半径5mm,数字越小曲率越大,目前雷克萨斯最大也只达到R8)就能看出,这是目前丰田车型前所未有的。

为此广汽丰田工厂采用具有全球领先技术水平的小松伺服压机,C-HR高强度钢专用模具均为日本原装进口,采用特殊表面处理工艺,同时引入丰田专利的网格模技术,以降低板件的麻点率。高强度1180MPa钢材使用冷冲压工艺,可以保证极高的品质。
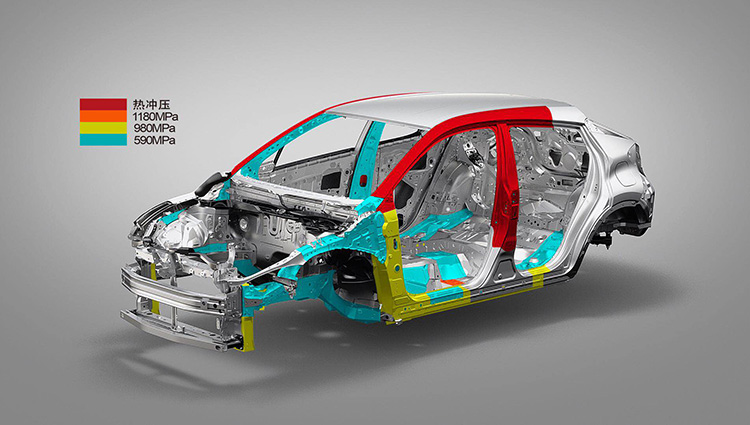
说到高强度钢材的应用,C-HR配备了TNGA高刚性车身,主要部位采用1500MPa的超高强度热冲压钢材,590MPa以上超高强度钢材占比高达43%,整车焊点达到5100个,并且内制焊点超过75%,超行业水平,最大程度确保车身焊接的高品质。

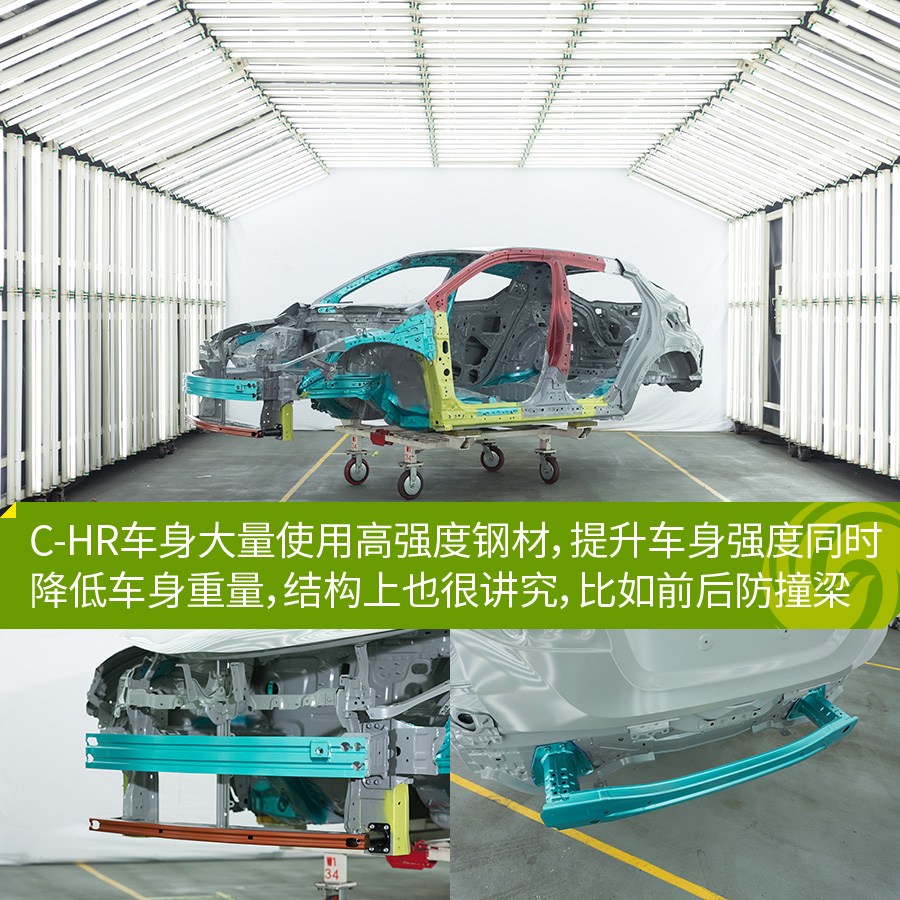

C-HR侧围加强件使用1500MPa热成型钢,结构上由原来的“工”字形,变成了封闭的环形结构,实现坚固的车身刚性。结合后门采用1620MPa双防撞杆,可应对SUV 60km/h侧面碰撞。目前,欧洲生产的C-HR在Euro NCAP以获得五星安全评价,广汽丰田C-HR也采用同样规格的高强度GOA车身。


广汽丰田工厂的焊装线实现了100%自动化生产,装备高速自动焊接机器人,而且每一台机器人还配备了丰田独创的“磨刀石”——电极头整形机。机器人每焊接一次,电极头都会在一块小小的“磨刀石”里打磨一下,使每一次工作都保持全新状态,从而确保每一个焊点都是标准的焊点。有了这个独门绝技,生产线上的机器人效率更高,不再需要每工作两个小时就要停下来“换刀”,也保证了焊点的质量,有效地杜绝虚焊、毛刺等现象。
小而强的第三生产线
2018年3月才正式投产的广汽丰田工厂第三生产线首次向媒体开放,除了新之外,更多的先进技术、理念,让其成为丰田TNGA制造体系的代表。首先一点就是它的小而高效,从占地面积看,三线要比一线、二线都更小,缩小了大概20%,但设计最大产能却相同,目前年产能10万辆,生产致炫及致享两款轿车,稍加扩展可至20万辆,并可共线生产其它多款车型。

如何实现呢?第三生产线看起来宽敞、透亮,45米跨度的车间,没有一根支撑屋顶的立柱。这要归功于无吊点设计,把所有的在制品都搁在地面上的轨道上移动,取消了传统的空中作业链。这一点看过一线、二线,再参观三线,感觉很明显。

没有空中作业链,如何在不同生产线之间交接?第三生产线共有底盘装配、车内装配和车外装配3条生产线,彼此之间的结合部,有6台举重2.3吨的机器人,代替了空中车体运输链以及连接它们的举升机,不仅效率更高,还降低了车体搬运过程中的损伤率,提高了作业品质。

采用地面轨道移动的好处还有扩展性好,如果三线需要扩充产能,只需要把轨道沿着地面延展即可,而不需要重新设定其它部件,这就好像小朋友搭积木一样,简单快速。

第三生产线的紧凑、高效还跟底盘横置生产线有关,相比于以往汽车生产线,车身头尾相连的姿态,在这里车身由台车托着,一个挨着一个横着走,因此又被人称为“螃蟹式”。一方面可节约空间,比传统纵向生产线节约50%空间,减少作业者在两条线之间移动。另一方面,底盘搭载采用托盘式搭载,能快速切换托盘,达到共通化生产。
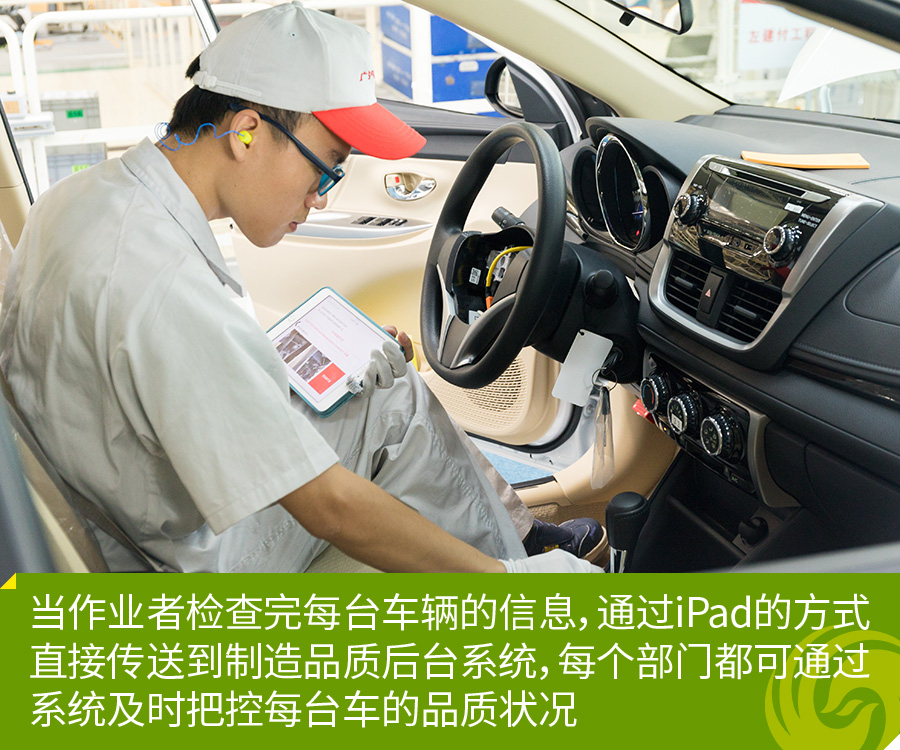
智能化、网联户也在广汽丰田第三生产线上有所体现,比如iPad图像化检查,当作业者检查完每台车辆的信息,会通过iPad的方式直接传送到制造品质后台系统,每个部门都可以通过系统及时把控每台车的品质状况,大幅提高效率。同时,通过iPad设备可智能判断实车和配置单的匹配度,精确性更高。
“零缺陷率”工厂如何造就

精益求精的品质是丰田制造的最终目标,每年丰田都会派日本本土的品保专家去到全球各大工厂进行出荷品质监查(SQA),包含漏水、涂面、装配、行走性能、底盘等项目。标准全球一致,程度相当严苛。截至目前,广汽丰田连续3年全部生产线获“零缺陷率”最高评价,在丰田海外工厂中是仅此一家。


在广汽丰田,有5名特殊的戴着黑色帽子的人,他们就是SQA监查员,每天都对出厂的产品车“鸡蛋里挑骨头”,他们都经过丰田严苛的资格认证,从“顾客”的角度去审视产品。广汽丰田制造的每一辆车,都要经过工厂的全检,之后还要经过独立于工厂的自主品保监查的抽检。


在广汽丰田看来,好的产品不仅仅体现在设计、性能和配置等,更需要精益求精的品质,这样才能真正留住用户。长久以来,在汽车消费者中已经形成了丰田制造的良好口碑,在导入全新的TNGA架构及车型后,广汽丰田立志将这种好的口碑延续下去,表里如一,一个简单的成语就能概括,对第八代凯美瑞、对C-HR都适用。
“特别声明:以上作品内容(包括在内的视频、图片或音频)为凤凰网旗下自媒体平台“大风号”用户上传并发布,本平台仅提供信息存储空间服务。
Notice: The content above (including the videos, pictures and audios if any) is uploaded and posted by the user of Dafeng Hao, which is a social media platform and merely provides information storage space services.”

