
实践先锋-长安汽车轻量化纪事



独家抢先看
原标题:实践先锋-长安汽车轻量化纪事
北汽与吉利汽车对于汽车轻量化的研究我们已经有所了解,作为中国四大汽车OEM之一的长安汽车,其汽车轻量化是怎样的水平呢。今天我们一起来看看。
技术规划
1
轻量化目标
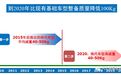
如图1,长安汽车前期规划的减重目标为到2020年比基础车型整备质量降低100kg。前期规划,通过轻质合金减重35%、塑料车身应用减重20%、结构优化减重30%以及热成形等新工艺的应用减重15%。

图1
图片来源于长安研究总院先期技术研究所
长安汽车近十年所销售的20款车型的整备质量变化情况如下图2所示。从车型的更新换代来看,新车型的整备质量设定并没有随着时间呈降低的趋势。

图2
数据源自网络由纽北统计
2
技术路径
近年来,长安汽车就业内汽车轻量化的技术路径做出各种尝试,具体包括结构优化设计方面,铝镁合金、碳纤维等轻质材料方面,热冲压成形、辊压成形等先进工艺方面等,如图3所示。

图3
图片来源于长安-刘波
通过成立相关的项目组,并以轻量化流程为保障机制,指导汽车轻量化的具体工作。同时,运用轻量化评价参数来对具体项目进行轻量化的目标确认。长安轻量化开展思路如图4所示。

图4
图片来源于长安研究总院先期技术研究所
3
研究与应用重点
长安汽车轻量化的研究与应用重点,主要有以下几个方案:结构优化拓扑、镁合金CCB、镁合金轮毂、铝合金前防撞梁、铝合金机盖、铝合金前摆臂、塑料前端模块FEM、热成形新技术、高强钢辊压等。

图5
图片来源于长安研究总院先期技术研究所
结构优化方面

图6
图片来源于长安研究总院先期技术研究所
长安C204车型的结构优化时,将车身模型分为左侧围、右侧围发动机舱、地板、置物板、顶盖6个部分,如图6所示。
1
总体思路
车身结构优化的总体思路为:传力路径优化→梁系结构搭建→关键接头、断面优选→局部优化(梁系位置、几何尺寸、优化起筋),KO-SC阶段以较小的重量代价寻找较优的梁系架构方案,达成性能目标;SC-OD阶段,尺寸、厚度等参数的精益化设计优化,寻找结构-性能-重量的最佳平衡点。

图7
图片来源于长安-邱忠财
采用参数化设计优化思路,遵循两步优化法,第一使性能达标并可控,第二精确控制性能与重量目标。长安汽车采用的车身参数化设计优化的具体过程如图8所示。

图8
图片来源于长安-邱忠财
2
设计流程
以重量为优化目标的整车结构优化,分为正向流程与逆向流程,如图9所示。

图9
图片来源于长安-刘波
3
结果展示
结合经验及科学的优化算法,使拓扑、梁系及细节方案都具有较高的性重比、性价比及轻量化水平。某轿车采用多目标优化手段,共定义了50几个几何形状与梁系位置边梁,47个材料厚度变量,通过优化设计,最终,整车减重12kg,模态、弯扭刚度性能均提升。如图10所示。

图10
图片来源于长安-邱忠财
轻质材料应用方面

图11
图片来源于AUTO.IFENG.COM
轻质材料,在车身而言,主要指热成形钢、铝合金、镁合金、复合材料等,他们具体的应用位置如图11。
1
热成形
图12展示了B柱热成形加强板的开发流程,在中国品牌企业里,超高强钢热冲压的新技术在长安汽车率先于2011年实现批量应用。

图12
图片来源于长安-杨琴
目前,应用热成形技术,业内普遍认可的减重效果为10%-25%,以下两个零件的减重效果较为显著,如图13所示。

图13
图片来源于长安研究总院先期技术研究所
长安汽车热成形移动首次采用热成形B柱加强板以来,热成形零件的应用已范围已扩大到10个零件。图14展示了长安热成形零件应用与规划情况。

图14
图片来源于长安-杨琴
2
铝合金
铝合金在长安汽车上的应用已比较成熟,无论是从铝机盖、铝防撞梁到铝合金控制臂,还是铝合金CCB、铝电池包箱体。

图15
数据来源于长安-邓燕君
从几个主机厂的数据来看,铝合金机盖的减重比率普遍为40%左右,是铝合金轻量化效果最为显著的表现。

图16
数据来源于长安-邓燕君

图17
数据来源于长安-邓燕君

图18
数据来源于长安第二届新技术展
铝合金在汽车上的应用还存在一些亟待解决的问题,特别是变形铝合金的应用。目前,压铸铝合金在长安汽车上的实际应用也较少。
3
镁合金
长安汽车研究镁合金在汽车中的应用可以追溯至2001年,再到后来的“十五”和“十一五”。长安汽车前期的镁合金研究成果如图19所示。

图19
数据来源于长安汽车
目前,镁合金研究的重点在于大型复杂镁合金压铸件(如镁合金CCB)、镁合金产品在复杂工况下的应用尝试(如镁合金轮毂)以及变形镁合金在汽车上的应用探索(如镁合金座盆)。如图20所示为目前镁合金研究的重点方方案。

图20
数据来源于长安汽车
镁合金CCB集成度高,减重可达50%,减震和尺寸稳定性好,可有效控制仪表板总成异响,同时又没有钢质CCB的焊接变形问题。

图21
数据来源于长安第二届新技术展
镁合金轮毂采用边缘浇注式真空压铸工艺,金属液是先由边缘扇形浇口进入轮辋,然后沿轮辋和轮辐向上充填,把气体一直往上赶,进入轮辋上边缘的溢流槽。

图22
数据来源于长安汽车
图23
数据来源于长安第二届新技术展
镁合金座盆采用镁合金板材冲压成形工艺,厚度为1.2mm,最终重量约为0.322kg,较钢质减重率为65.6%。座盆的开发技术路线如图24。

图24
图片来源于长安汽车
除了上述的几种较为复杂的产品外,镁合金在汽车上研究与应用还有变速箱壳体、镁合金油底壳、镁合金气缸罩盖等。另外,长安汽车已在车型上使用PP+玻纤所制造的前端模块,同时也在研究碳纤维等复合材料在汽车上应用的可能性。

图25
图片来源于长安第二届新技术展
先进成形工艺方面
1
超高强钢辊压
高强钢辊压的研究方向是1180MPa及以上强度的马氏体钢的辊压成型工艺。高强钢辊压门槛加强件的重量由原来的6.8kg降低至4.76kg,减重比率为30%。

图26
图片来源于长安汽车
2
液压成形
原型车的副车架采用钢管焊接的工艺,其重量为33.9kg。采用液压成形工艺后,重量降低至24.4kg,减重比率为28%。

图27
图片来源于长安汽车
不看收益的轻量化都是耍流氓
长安汽车近十年累计销售不少于365万辆,其中逸动(7年7款)累计销售77万辆、CS75(5年5款)累计销售75万辆、CS35(7年5款)累计销售72.5万辆,如图28。

图28
数据来源于车主之家
综上,长安汽车在各条轻量化路径上皆有建树,不愧为轻量化实践先锋。但一些客观的事实我们也不能忽略,汽车零部件由轻质材料或先进成形工艺制造,材料价格必然增加!类似真空压铸等成形工艺只掌握在少数供应商手中,导致加工成本也比传统的增加,进而导致轻量化零部件的成本增加,为普通钢材的1-3倍,因此很难批量应用。
另外,对轻量化方案的成本一般核算都不太精准,这对轻量化技术路线的选择影响很大。在纽北看来,轻量化不仅是结构、材料、工艺的系统工程,同时也是设计部门、验证部门、成本部门和制造部门的通力合作过程。
·end·
—如果喜欢,快分享给你的朋友们吧—
我们一起愉快的玩耍吧
“特别声明:以上作品内容(包括在内的视频、图片或音频)为凤凰网旗下自媒体平台“大风号”用户上传并发布,本平台仅提供信息存储空间服务。
Notice: The content above (including the videos, pictures and audios if any) is uploaded and posted by the user of Dafeng Hao, which is a social media platform and merely provides information storage space services.”

