冲压车间:一体式冲压的优势
接下来我们来到了建筑面积达5万多平方米的冲压车间,这里主要生产各种自制冲压件。目前拥有两条自动高速压机生产线、两台试模压机、一台数控加工中心和一台机械手模拟器。透过玻璃窗,我们参观的团员都被巨大的自动化高速冲压机震撼到,伴随着轰隆隆的声音机器人送料、冲压、取件十分流畅和协调。

引进德国Schuler目前最先进的Crossbar高速冲压线,实现了整线快速自动化换模;滑块不停顿,减少了能耗与设备磨损,大大提升了冲压效率。
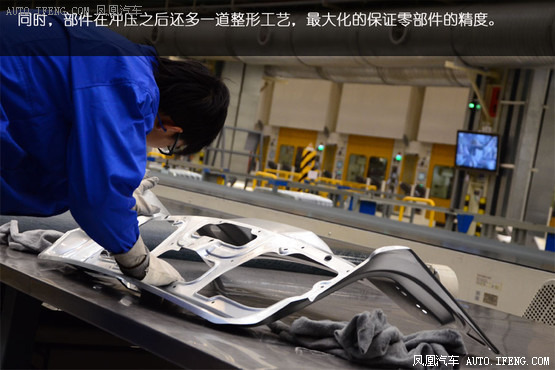
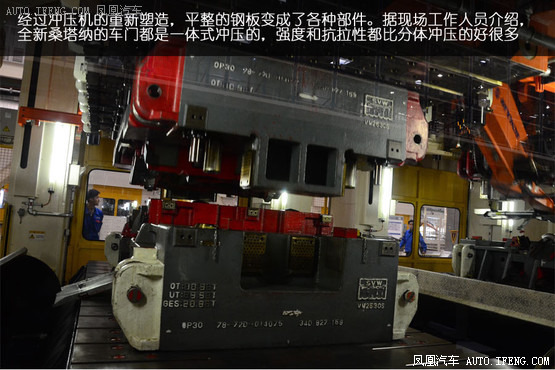
经过冲压机的重新塑造,平整的钢板变成了各种部件。据现场工作人员介绍,全新桑塔纳的车门都是一体式冲压的,强度和抗拉性都比分体冲压的好很多。同时,部件在冲压之后还多一道整形工艺,最大化的保证零部件的精度。
车身车间:自动化率最高
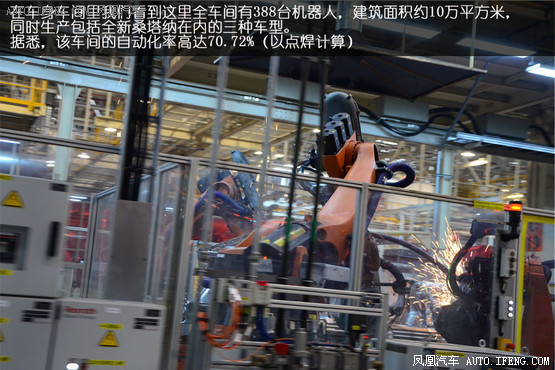
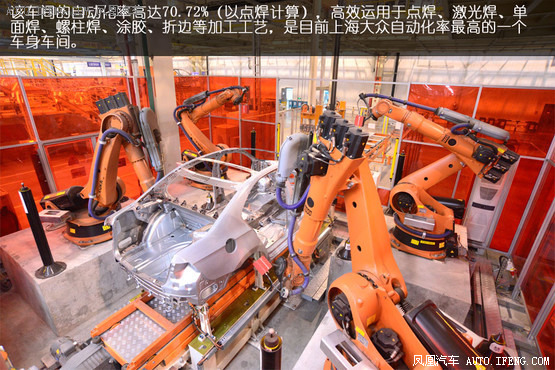
在车身车间里我们看到这里全车间有388台机器人,建筑面积约10万平方米,同时生产包括全新桑塔纳在内的三种车型。据悉,该车间的自动化率高达70.72%(以点焊计算),高效运用于点焊、激光焊、单面焊、螺柱焊、涂胶、折边等加工工艺,是目前上海大众自动化率最高的一个车身车间。
底板一定位焊接主要用于前、后底板和左、右纵梁分总成的点定焊接,形成车辆的承载底部。该设备由12个机器人组成,能混线生产4种车型,如图显示的橙色机器人生产新桑塔纳车型,紫色的机器人生产的是POLO车型,浅黄色的机器人用于生产斯柯达全新的两厢车。通过滑移平台切换,切换到第二个车型仅需8秒,到第三个车型需要11秒。

全新的桑塔纳底板二定位焊接主要用于水箱、前后轮罩等重要部分的一次性定位焊接,在17台机器人的共同作业下,其车身焊点总数为4304点,高出同级别日系车约12.7%,能很好的保证车身的精度和强度。
热成型钢与激光焊接的融合
成型钢和激光焊接是全新桑塔纳的重要优势,这里单拿出来跟大家介绍,因为此技术在同级车型中使用不多,而其对车身强度和抗撞击能力的提升有很大。
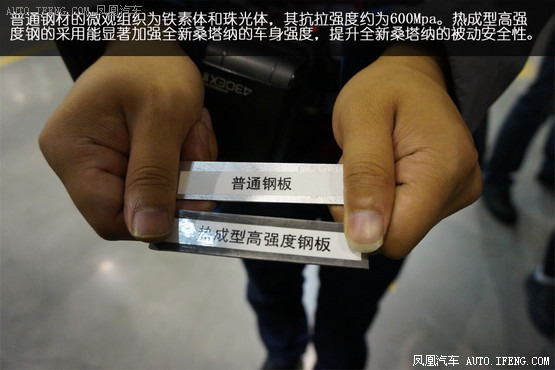
普通钢材的微观组织为铁素体和珠光体,其抗拉强度约为600Mpa。经过淬火热成形后,金相组织转化为马氏体,抗拉强度提高到1400~1600Mpa,强化效应达2.5倍。热成型高强度钢的采用能显著加强全新桑塔纳的车身强度,提升全新桑塔纳的被动安全性。

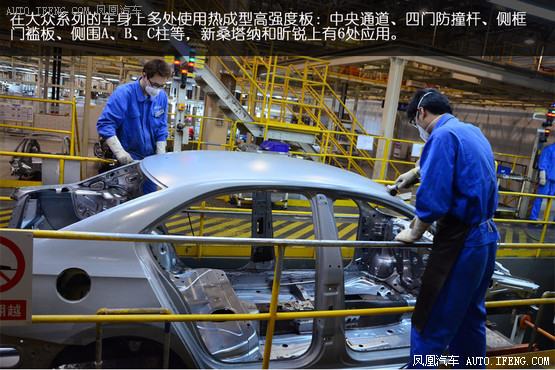
在大众系列的车身上多处使用热成型高强度板:中央通道、四门防撞杆、侧框门褴板、侧围A、B、C柱等,新桑塔纳和昕锐上有6处应用。


凤凰网汽车公众号
搜索:autoifeng

官方微博
@ 凤凰网汽车

手机应用
凤凰网汽车&凤凰好车

.png)
.png)







