
凤凰汽车特别策划 江铃控股有限公司是在国家新的汽车产业政策的引导和支持下,2004年11月由重庆长安汽车股份有限公司和江铃汽车集团公司通过强强联合,实现中、中合作的国内首家汽车制造企业。

控股本部有两大生产基地:昌北基地和小蓝基地,已搭建了SUV、MPV和轿车三大产品平台,旗下拥有国内知名品牌-陆风品牌。陆风SUV自投放市场以来,凭借优异的性能、过硬的质量以及良好的性价比赢得了市场的肯定,成为10-16万元细分市场的标杆。

目前,陆风汽车共取得100多项全国越野大赛冠军,经受了越野赛事和市场的双重考验。2007年正式获得轿车生产资质,使控股真正进军全系列乘用车市场。2009年成功推出的陆风X8荣获2011年度“中国汽车工业科技进步一等奖”;2013年1月首款承载式SUV陆风X5正式上市,使陆风汽车正式进入中国SUV主流市场。
江铃陆风小蓝工厂位于小蓝经济技术开发区,占地面积1200亩,规划有整车生产区、冲压件生产区、研发区、第三方物流区及零部件生产区。前期规划的整车生产区占地约500亩,设计规模为年产10万辆整车;具备焊装、涂装、总装三大工艺生产能力,并规划有配套公用、停车场、试车跑道和办公楼等工程;现已建成总装车间一期及检测线车间。

研发中心规划占地面积80亩,一期工程于2008年1月建成并投入使用,包括办公楼、车间厂房(含造型、试制总装、钣金、车身部试验、样车存放等区域)及公用工程等;后续将增加模态分析室、发动机台架实验室、排放实验室、RP件及精密加工车间、振动耐久试验系统等。基地内主要零配件商如宝钢、VM、天人公司均已入驻。
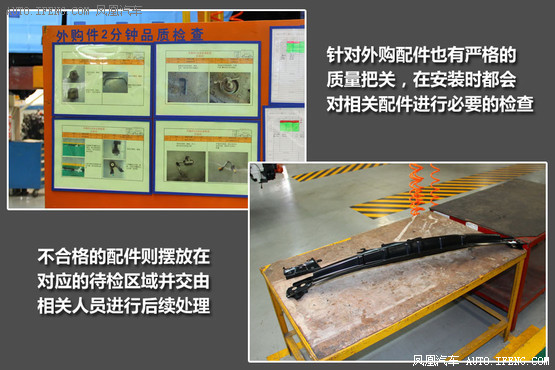
陆风汽车将质量控制方面的工作提升到了相当的高度,在产品开发阶段,会收集所有的质量问题进行统筹管理,进行质量改进。跟踪所有的从零部件到整车的所有实验,使每一个环节都受到了监控,受到了保障,从而保证新产品投放的质量和水平。

在冲压车间所完成的工序分为分离工序和成形工序两大类型,分离工序目的是使冲压件沿一定轮廓线从板料上分离,同时保证分离断面的质量要求,分离工序主要包括落料、冲孔、剪切、切口、切边、剖切。成形工序是使板料在不破坯的条件下发生塑性变形,制成所需形状和尺寸的工件,成形工序包括弯曲、拉深、内孔翻边、外缘翻边、胀形、整形。冲压生产零件工艺流程为拉延-切边冲孔-工序件-冲孔废料-切边废料-翻边成形-产品。
焊装车间主要负责白车身的装焊制作。主要工艺手段有凸焊、点焊、螺柱焊、二氧化碳气体保护焊等。主焊线关键工位使用点焊机器人焊接,焊接品质得到保证。检验环节遵循自检、互检、巡检的三检制度,充分保证了车辆焊装的质量。
涂装工序采用三涂层、三烘干的涂装体系,即电泳底漆、中间涂层、面漆涂层。中涂、面涂全部采用采用自动机器人喷涂与人工喷涂相结合的方式,基色漆和清漆采用“湿碰湿”2C1B工艺。底漆线、中涂线、面漆线采用滑橇输送机系统,中涂、面漆喷漆室为文丘里式漆雾捕捉系统,中涂、面漆输调漆系统采用管中管恒温装置,可靠性、先进性和经济性的综合表现非常出色。
作为汽车制造四大工艺中的最终环节,陆风南昌工厂总装车间最主要执行的就是汽车生产四大工艺中的总装工艺,在经过冲压、焊接及油漆工序后的车体将在这里完成最终装配,经全面检测后交付用户。目前总装车间配备了两条生产线分别用于采用承载式和非承载式车身车型的装配工作。



总装车间整洁如新,在入口处“激情、高效、务实、创新”的总装精神传递出了陆风人对产品质量孜孜不倦的追求。车间内相应配件整齐码放在生产线旁,出色的管理体系很好地保证了车辆装配的基本要素。陆风X5是目前陆风汽车最炙手可热的SUV车型,而其即将推出国内率先搭载8AT的车型也使其近来一直保持着很高的关注度。因此本次就将参观的重点放在了承载式车身的总装线。

由于市场对注重舒适性的城市SUV需求量巨大,目前承载式车身总装线主要用来生产陆风X5车型。当前改生产线的单日产量为100辆,能够满足用户的购买需求,在年底前单线单日产量将提升至120辆,在明年有望进一步提升至150辆/天,来满足日益增长的用户购买需求。

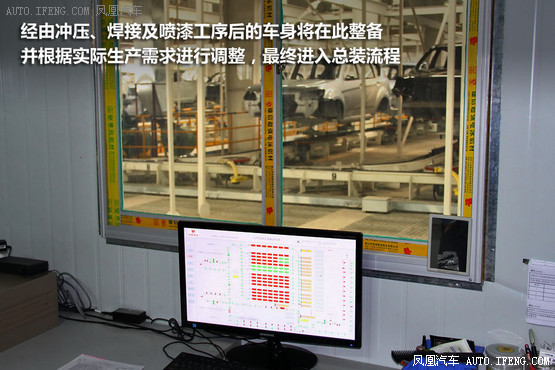


从油漆车间传送来的车身来到总装车间,首先会在侧围等车身表面覆盖护具,从而避免装配过程中可能对车身发生的损伤。


在汽车产品的装配过程中,螺纹连接占有较大的工作量,由以前普遍使用噪声比较大、精度比较低的冲击式气动扳手,逐渐发展到使用静扭扳手和定扭矩电动扳手。以静扭扳手和定扭矩电动扳手代替冲击式气动扳手是装配工具的一大进步,减少了噪声对环境的污染,确保了连接质量。


总装线上的部分工位采用了自动控制系统,能够保证扭矩控制,由于关键部位的每个螺栓都有一个工程设计的要求,自动化的装配工具更有助于保证装配质量并提升施工效率。



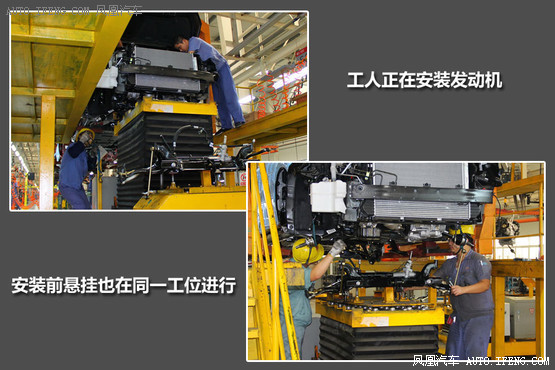
随着汽车装配的机械化、自动化水平的提高,大多厂家已开始采用了带有升降装置的自行导向小车(AGV)自动上线。在悬挂系统、发动机等底盘线重要组件的安装上,均采用了自行导向小车AGVS系统来协同完成施工。由于其采用的是柔性的生产模式,可以读取标识在产品上的信息,通过相应的程序,来确定安装、输送的具体路线和不同定位。由若干AGV小车组成的生产单元,配合自动升降设备的应用,能够构成柔性的和动态的装配生产线,提高了汽车装配生产线的自动化水平。





陆风汽车在生产过程中对质量的把关也非常严格,每个工段末端都设置了专门的质检工位,严格执行严苛制定的质量审查标准,从而保证了每一台进入下一工段的车型都符合高标准的质量要求。





目前整车装配重要部件大多采用多头(轴)定扭拧紧机,如车轮螺母和前后桥与钢板弹簧连接用的U形螺栓螺母。这样能充分保证装配质量并提高生产效率,改善工人的工作环境。对于其他安全、重要件的螺纹连接以及工艺上有扭矩要求的螺纹连接部位,大多采用单头定扭矩气、电动扳手。



前后挡风玻璃采用机器人涂胶,在技术及工艺水平上很有优势。在这里由机器人、工作站、夹具、供胶系统以及一些涂胶辅助设备构成,减少人工操作、提供稳定的胶形,保证前后风窗与车身的密封性能,满足了高质量的涂胶要求。

随着轿车技术的引进,燃油、润滑油、清洁剂、冷却液、制动液、制冷剂等各种加注设备的水平也有了很大的提高,由过去的手工加注发展到设备定量加注,直到采用自动加注。现在普遍采用具有抽真空、自动检漏、自动定量加注等功能的加注机,保证了加注的高质量。


在经过仪表等设备的安装调试后,车辆便完成了总装流程。每台下线车辆都将进行外观、内饰的全面检查,随后进入车辆测试及调整阶段,从而保证每一台出厂的车辆在品质、功能及性能方面可靠的表现。
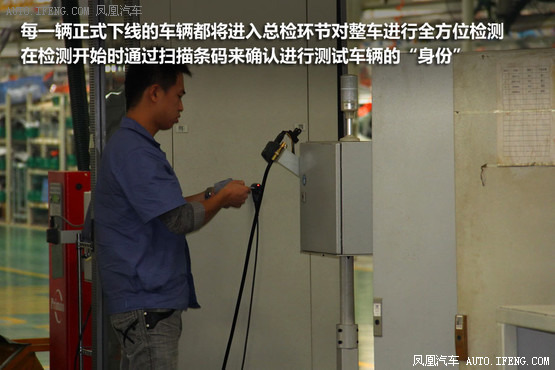
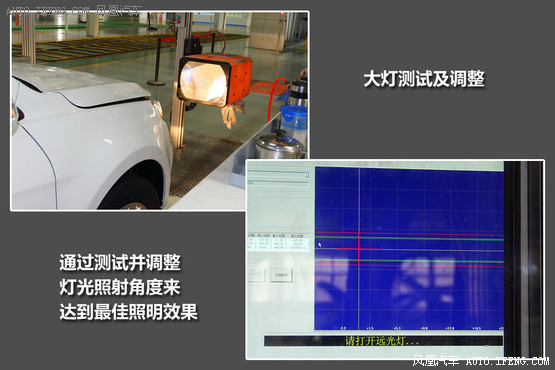
目前陆风汽车整车出厂检测线包含有四轮定位检测台、照灯检测仪、制动转毂试验台、车速表试验台、尾气分析仪等部分组成。引进的检测线大多由计算机控制,由专业人员配合完成测试,测试完毕后的检测数据可显示并可储存和打印。

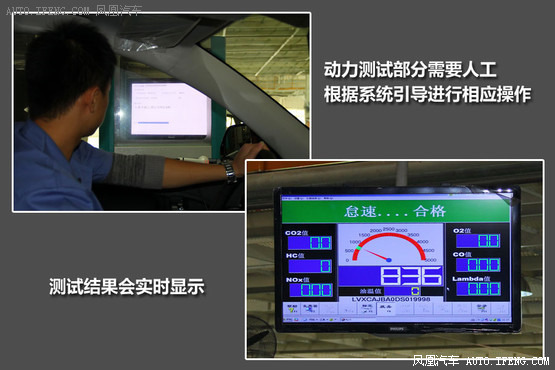

后续的检测还包含喷淋实验等,整个总检过程中一旦发现问题将及时处理,不会让任何存在瑕疵的车辆进入下一环节。初步认定合格车型还要在厂区内专用区域进行必要的道路测试,比如碎石、坑洼、减速坎等日常常见路况的行驶,总检过程更显完善。
目前陆风汽车主打的是中高端市场,将来还是中高端品牌方面要齐全,既包含越野性能型、也有城市SUV型,来满足多种用户的不同需求。在产品规划和战略规划是多品种、多用途并进,但总的来说所送给用户的都将是高品质、高满意度、实用性强的汽车产品。


凤凰网汽车公众号
搜索:autoifeng

官方微博
@ 凤凰网汽车

手机应用
凤凰网汽车&凤凰好车

.png)
.png)









