国内零部件工艺技术与先进制动体系的配套
嘉宾简介 王广兴:
王广兴,山东金麒麟集团董事及副总工程师,国家认定企业技术中心副主任,高级工程师。 1996进入金麒麟集团,担任实验室主任,1999-2003任金麒麟集团生产副总,2003年至今任金麒麟集团技术中心副主任,集团副总工程师。
摩擦材料发展历程及分类
一. 按照材料的性质分类
1.石棉 80年代之前
2.半金属 80年代之后
3.NAO 80年代之后
5.低金属 90年代之后
6.粉末冶金 高速列车刹车片,赛车刹车片
二.摩擦材料分类的界定方法
1.半金属 含铁量大于40%
2.NAO 不含铁,含少量软金属 <10% 铜、 铝、锌等)
3.低金属 含铁量<40%
4.陶瓷 在NAO基础上加入耐高温陶瓷材料
三、摩擦材料的工艺及主要生产设备
(一)工艺流程图
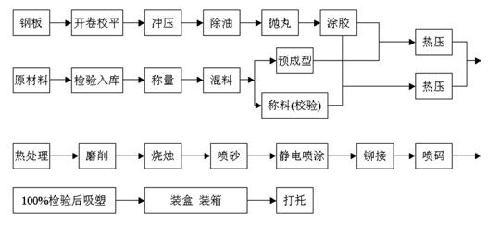
(二) 主要(关键)生产设备
1.自动配料 2.精冲机 3.热压机 (正模压机,多层压机) 4.烧蚀机
(三)主要测试设备
1.惯性台架试验机 能模拟汽车制动,测量噪音值 2.压缩试验机 测量摩擦材料的压缩应变 3.定速试验机 用于质量控制 4.CHASE试验机 用于质量控制 5.Krauss试验机 用于质量控制。
工序对质量的影响
1.原材料的质量稳定性。 摩擦材料忌讳频繁更换供应商,每换一种材料要相当谨慎。每批材料必须保证技术指 标一致。
2.称料准确,搅拌均匀。以上一和二如果做不好,材料性能表现的有可能不象同一个配方。影响相当严重。
3. 预成型和正模称料的准确性。不准确会影响材料的密度,寿命。
4. 热压的时间温度和压力及正模摊平。 影响材料的密度,刹车性能,寿命及噪音。
5. 热处理会影响材料的寿命和热膨胀。
6. 磨削质量会影响初始制动性能和寿命。(本文来源:盖世汽车网 )
| 共有评论0条 点击查看 | ||
作者:
编辑:
buyh |
频道头条 Big News



商讯

车型库
| ·按价格 | |
| ·按品牌 | |
精彩推荐
今日热图昨日热图











- 热门文章排行
- 热门车款排行

酷车美女
今日热图昨日热图
















- 论坛文章排行
- 博客文章排行

